В общем смысле микросварка — это процесс твердотельной сварки за счёт тесного взаимодействия двух металлических материалов, при котором скорость взаимного проникновения (диффузии) металлов является функцией температуры, силы, ультразвуковой энергии и времени.
Микросварка широко применяется для создания межсоединений между кристаллом интегральной схемы и её корпусом при производстве микросхем и других полупроводниковых устройств. Микросварка также используется для подключения микросхем к другой электронике или для соединения одной печатной платы (PCB) с другой. Микросварка считается наиболее рентабельной и гибкой технологией монтажа и используется для сборки подавляющего большинства полупроводниковых корпусов.
Существуют несколько методов или технологий микросварки:
При термокомпрессионной микросварке для деформации проволоки применяется нагрев и усилие сжатия. Основными параметрами процесса являются температура, усилие сварки и длительность сварки. Процессы диффузии находятся в экспоненциальной зависимости от температуры. Поэтому даже небольшое увеличение температуры может значительно сказываться на улучшении качества микросварки.
Обычно при термокомпрессионной микросварке требуется высокая температура (более 300°C) и значительное усилие для образования надёжного соединения. Однако высокая температура и значительное усилие прижима недопустимы для чувствительных кристаллов. Кроме того, этот процесс очень чувствителен при сварке загрязнённых поверхностей. Поэтому в настоящее время термокомпрессия редко используется при производстве оптоэлектронных и интегральных схем.
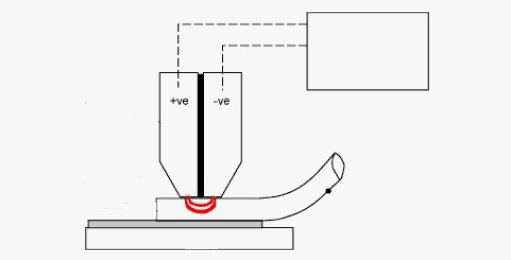
При этом методе для сварки применяется усилие сжатия и кратковременный нагрев, который осуществляется за счёт кратковременного протекания тока по проволоке. Для протекания тока используется расщеплённый электрод, к обкладкам которого во время сварки прикладывается постоянное или переменное напряжение. Свариваемое изделие и электрод находятся при комнатной температуре. Микроконтактная сварка успешно применяется для сварки золотой, медной, платиновой, стальной проволоки или ленты к контактным площадкам из алюминия, золота, меди, хрома и других. Этот тип микросварки довольно распространён на российских предприятиях при производстве микросборок.
Для термозвуковой микросварки применяются нагрев, усилие сжатия и ультразвуковые колебания. Термозвуковую микросварку используют для сварки золотых проводников к золотым или алюминиевым покрытиям на подложках. Нагрев осуществляется за счёт размещения свариваемого образца на нагревательном столике (так называемый «нижний подогрев». Дополнительно к нижнему подогреву применяют нагрев сварочного инструмента (капилляра) — «верхний подогрев», что улучшает параметры микросварки. Усилие прикладывается к сварочному инструменту вертикально вниз, прижимая проволоку к свариваемой поверхности. Ультразвуковые колебания передаются на микроинструмент (капилляр) во время его контакта с проволокой. Термозвуковая микросварка обычно используется для разварки золотой проволоки или ленты.
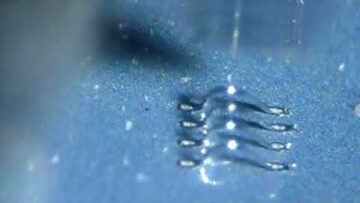
Ультразвуковая микросварка проводится при комнатной температуре с применением усилия сжатия и ультразвуковых колебаний. В основном ультразвуковая микросварка используется для разварки алюминиевой проволоки к алюминиевым или золотым площадкам, хотя этим способом сварки в некоторых случаях можно приварить и золотую проволоку к золотым площадкам. Эта технология доминирует для сварки толстой алюминиевой проволоки (более 100 мкм) в силовой электронике.
Более подробно о влиянии частоты ультразвуковых колебаний на качество ультразвуковой микросварки можно прочитать в этой статье.
Демонстрация работы
 Толстая проволока, обучение
Толстая проволока, обучение
 Толстая проволока, полная скорость
Толстая проволока, полная скорость
 Многостежковый режим
Многостежковый режим
 Ручной и автоматический режим
Ручной и автоматический режим
 Автоматическое чередование
Автоматическое чередование
 Обучение
Обучение
 Подача проволоки
Подача проволоки
 Толстая проволока, обучение (HQ)
Толстая проволока, обучение (HQ)
 Толстая проволока, полная скорость (HQ)
Толстая проволока, полная скорость (HQ)