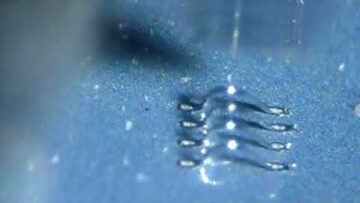
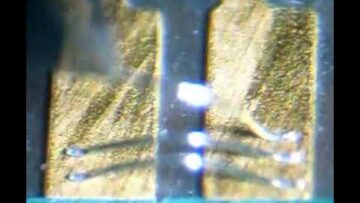
В течение многих лет в ультразвуковой микросварке использовался ультразвук с частотой 60 кГц. В отдельных случаях при применении проволоки сравнительно большого диаметра (> 38 мкм) использовалась даже более низкая частота. Так было до начала 1990-х годов, когда японские исследователи, вслед за разработками и публикациями Техасских исследователей, обнаружили улучшение процесса микросварки на более высокой частоте ультразвука (> 60 кГц) при разварке золотой проволоки к алюминиевым контактным площадкам. Их исследование подтвердило, что происходит улучшение реакционной способности сварного отпечатка, и уменьшается время, необходимое для образования сварного соединения. Главным открытием стал тот факт, что сварка начинается сразу при соприкосновении проволоки со сварочной поверхностью. При этом сварной отпечаток характеризуется серией параллельных сварочных линий (рис. 1).

Рис. 1: След от ультразвуковой микросварки высокой частоты (1992 г.)

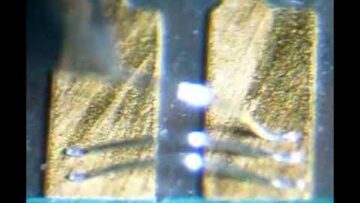
Рис. 2: След от классической ультразвуковой микросварки низкой частоты (1978 г.)

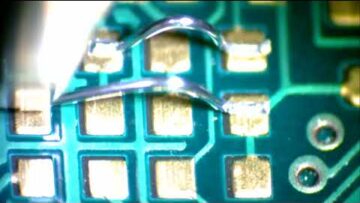
Рис. 3: низкочастотный сварной отпечаток

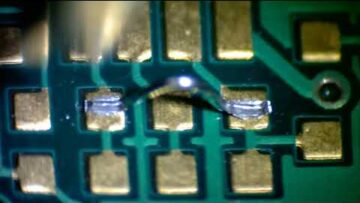
Рис. 4: высокочастотный сварной отпечаток
[Источник: Каталог микроинструментов Gaiser®, стр. 60]
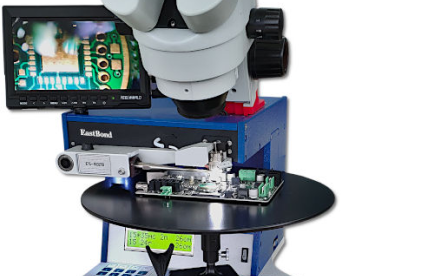
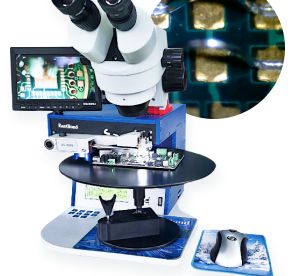
Наши ультразвуковые установки микросварки ES-4029 для разварки тонкой проволокой оснащаются пьезокерамическим ультразвуковым преобразователем с рабочей частотой 110 кГц либо 62 кГц.
Демонстрация работы
 Толстая проволока, обучение
Толстая проволока, обучение
 Толстая проволока, полная скорость
Толстая проволока, полная скорость
 Многостежковый режим
Многостежковый режим
 Ручной и автоматический режим
Ручной и автоматический режим
 Автоматическое чередование
Автоматическое чередование
 Обучение
Обучение
 Подача проволоки
Подача проволоки
 Толстая проволока, обучение (HQ)
Толстая проволока, обучение (HQ)
 Толстая проволока, полная скорость (HQ)
Толстая проволока, полная скорость (HQ)